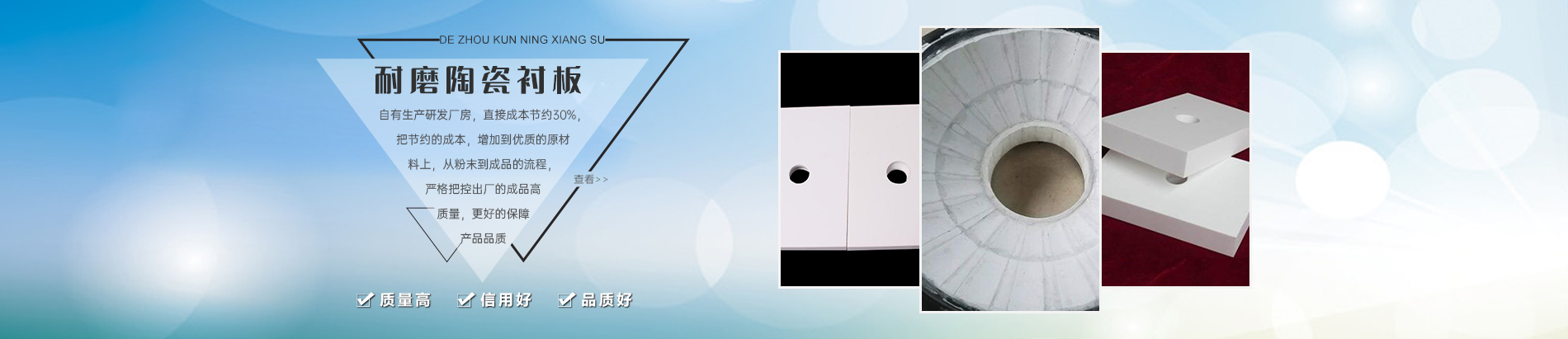


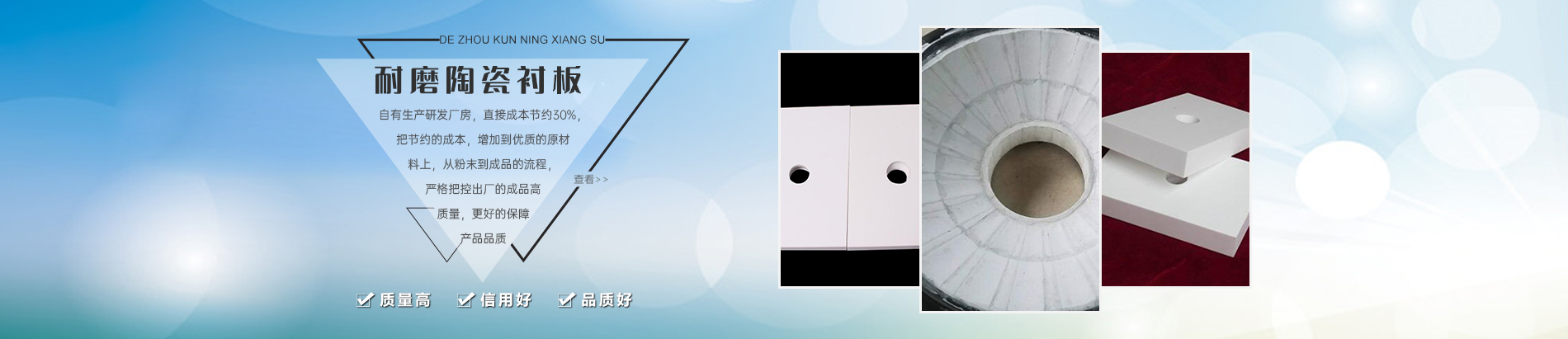


耐磨陶瓷選用的是92%氧化鋁耐磨陶瓷板,耐磨陶瓷襯板施工膠層周圍無翹曲、突起剝離、脫膠、接縫不良等現(xiàn)象,膠粘部位無氣孔、夾空、離層和脫粘等缺點,比較符合客戶要求的質(zhì)量標準。那么產(chǎn)品在施工前需要進行清理工作有哪些?讓我們一起來看看吧。
在施工前首先對鋼板表面進行清理,除去雜質(zhì)、灰塵、銹塊,使鋼板表面呈金屬色。然后根據(jù)落煤斗的具體尺寸和陶瓷的規(guī)格,進行放樣切割。做完這些前期工作就可以粘貼耐磨陶瓷襯板了。用將配好的膠粘劑均勻的涂在鋼板和耐磨陶瓷襯板貼面上進行膠合,并且一個方向移動,保證不缺膠、無漏膠、無氣泡、無堆積。然后根據(jù)陶瓷粘貼的實際情況,對陶瓷進行二次修正切割,盡量做到較小的間隙和平滑的表面交工。將耐磨陶瓷襯板焊接在鋼件上并蓋上陶瓷蓋片,用膠水固定。









陶瓷襯板注漿成型 注漿成型是陶瓷襯板使用較早的成型方法,注漿成型的成型過程包括物理脫水過程和化學凝聚過程,物理脫水通過多孔的石膏模的毛細作用排除漿料中的水分。化學凝聚過程是因為在石膏模表面CaSO4的溶解生成的Ca2+提高了漿料中的離子強度,造成漿料的絮凝。在物理脫水和化學凝聚的作傭下。陶瓷粉體顆粒在石膏模壁上沉積成型。陶瓷襯板是漿成型適合制備形狀復雜的大型陶瓷部件,但坯體質(zhì)量,包括外形密度強度等都較差,工人勞動強度大不適合自動化作業(yè)

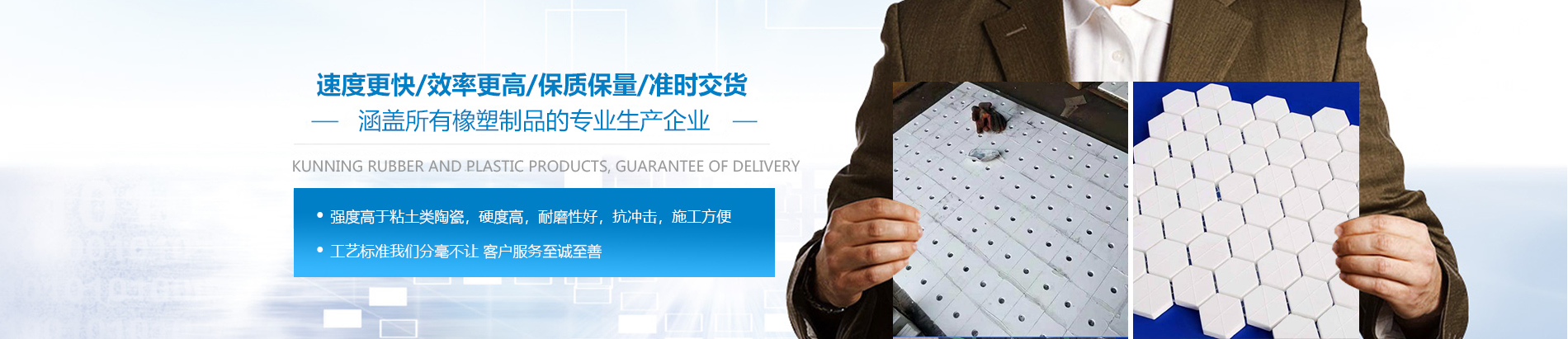
陶瓷襯板有以下幾種常見的安裝方式。 一,使用陶瓷襯板膠進行粘貼。適合用于常溫環(huán)境I況使用。也可選擇耐高溫的膠水,高耐溫300°C。根據(jù)工況合理選擇。 二,通過膠水粘接加焊接雙重固定。這種方法則是用陶瓷孔板,粘合于設備后,加鐵片焊接進行雙重固定。適合用于高溫工況下、物料沖擊較大的工況。 三,螺栓連接。在陶瓷襯板中心開孔,作為預留螺栓位置,通過螺栓將設備與陶瓷連接在一起。這種工藝適用于大塊物料沖擊的工況,比如下料溜槽設備。 四,燕尾互卡式。燕尾互卡式是將兩條梯形鋼條平行焊接在設備上,形成燕尾槽,然后將燕尾陶避進燕尾槽的-種安裝方法。可耐700°C高溫,適合用于物料流轉(zhuǎn)較快的工況。這種工藝則此其他的更為復雜,需要的施工隊伍。



 在線客服
在線客服 13953496510
13953496510 1215705481@qq.com
1215705481@qq.com


